








يمكنك تحديد نموذج 4 متلقي على جانب المتناسقة بناءً على حجم المواد الخاص بك. 4-تتوفر نماذج متطورة من الوجهين لمختلف الحد الأقصى. عرض العمل:
| عرض العمل | نموذج لا. |
|---|---|
| 120مم | QMB4012D-T, QMB4012D-GH, QMB4012GH, QMB4012E-GH, QMB412D-T |
| 160مم | QMB4016C-T, QMB4016 سم, QMB516E-T QMB4016S-T, QMB516S-T, QMB4016F-T, QMB616F-T. |
| 180مم | QMB4018A-T, QMB4018A-GH, QMB4018GH, QMB4018D-GH, QMB4018E-GH, QMB418E-T, QMB418E-GH. |
| 200مم | QMB4020G, QMB420G, QMB6020G, QMB4020C-T, QMB4020 سم, QMB520AT, QMB520GH, QMB620GH, QMB4020F-T, QMB620A-T, QMB620RL, QMB720W(6+1) |
| 230مم | QMB523A, QMB623A, QMB623A-K, QMB523W (4+1), QMB623W(5+1), QMB723W(6+1), QMB623R, QMB723R, QMB623GH, QMB723GH, QMB823GH |
| 330مم | QMB633H-D |

مجموعة واسعة من تكوينات المغزل الخاصة بنا 4 سوي على الوجهين متلهف.
- عادة, إذا كنت بحاجة فقط إلى الوظيفة الأساسية لـ 4 الجانبين التخطيط, ثم 4 سوي الجوانب المتطرف مع 4 مغزل (رؤساء) سيكون الاختيار الاقتصادي.
- إذا كنت ترغب في الحصول على تأثير معالجة أفضل, 5 و 6 ينصح المغزل.
- إذا كنت بحاجة إلى معالجة نظام النقر فوق, أو بنية أو ملف تعريف معقد آخر, 720سيكون حل مثالي.
- إذا قمت بمعالجة الأخشاب ذات الحجم الكبير, 7 أو 8 المغزل الرابع الجانبي سيكون حل مثالي.
- المزيد من المغزل ل 4 دني جانب, يعني أفضل تأثير المعالجة.
تتوفر سرعة التغذية المتغيرة.
● سلسلة تعني الأساس أربعة من الجوانب المتطورة moulder, اقتصادي, في حين أن الوظيفة أساسية أيضًا.
● في السلسلة تعني وظيفة ترقية مع التردد مقارنة بسلسلة 4 جانبي خشب التجزئة .
● A-K يعني وظيفة الترقية مع شاشة تعمل باللمس ونظام الذاكرة.
● سلسلة GH تعني السرعة العالية, يمكن ضبطها من 10-60 م/بلدي. بما في ذلك QMB623Gh, QMB723GH, QMB823GH, QMB520GH. نماذج أخرى من 4 يمكن تعديل المتناسقة من جانب 8-36 م/بلدي.
حاوية السلامة من 4 Swide Planer Moulder هو لسلامة المشغلين. وإذا لم تكن حاوية السلامة مهمة جدًا بالنسبة لك, يمكنك تحديد هذه النماذج بدون العلبة, وهو النوع الاقتصادي لتوفير ميزانية الشراء الخاصة بك.
 1. تثبيت القاطع
1. تثبيت القاطع
تركيب أدوات التخطيط لأربعة جوانب
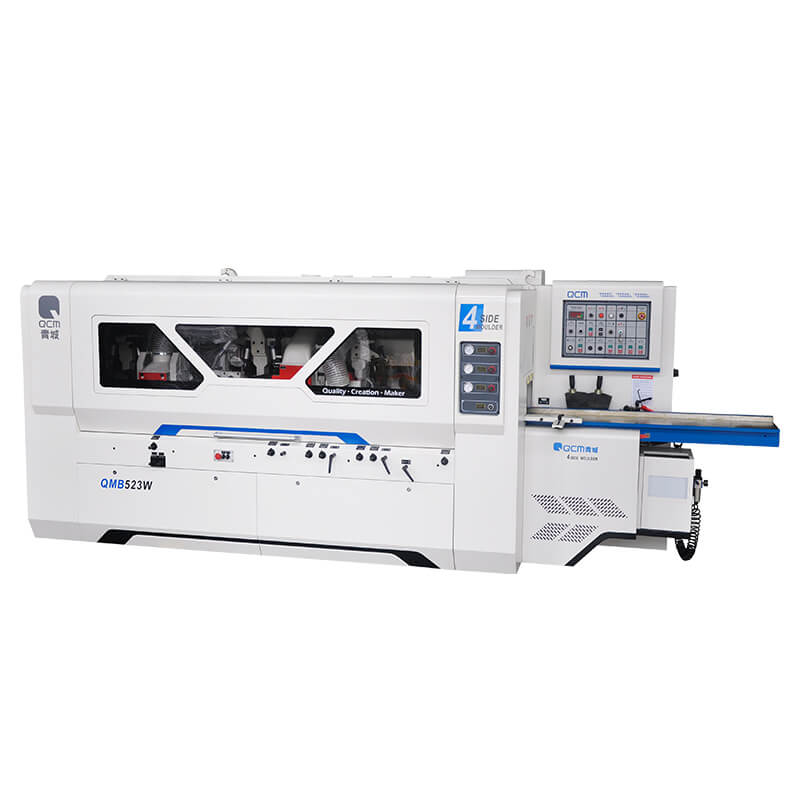
تحديد كمية وسمك الحلقة 3.
قم بتنظيف سطح التزاوج للأداة والمغزل. تطبيق الزيت على الحلقات, حلقات السلامة والمكسرات المغزل لمنعهم من التآكل.
تثبيت الأداة 2, جرس 3, حلقة السلامة 4 والغزل الجوز 5 بدوره. تشديد الجوز المغزل 5 عن طريق وجع خاص 1 وتأكد من أنه لا يمكن تخفيفه بنفسه.
قم بتدوير المغزل باليد وتأكد من تشغيله بحرية.
لفك الأداة, يجب تنفيذ الإجراءات المذكورة أعلاه في تسلسل مقلوب.
ملحوظة: يجب أن تتناسب حلقة السلامة مع فتحة المغزل على الأقل 3 مم, بحيث يمكن تشديد الأداة محوريًا ولن يتم تشويهها.
 2. تركيب شفرات المنشار
2. تركيب شفرات المنشار
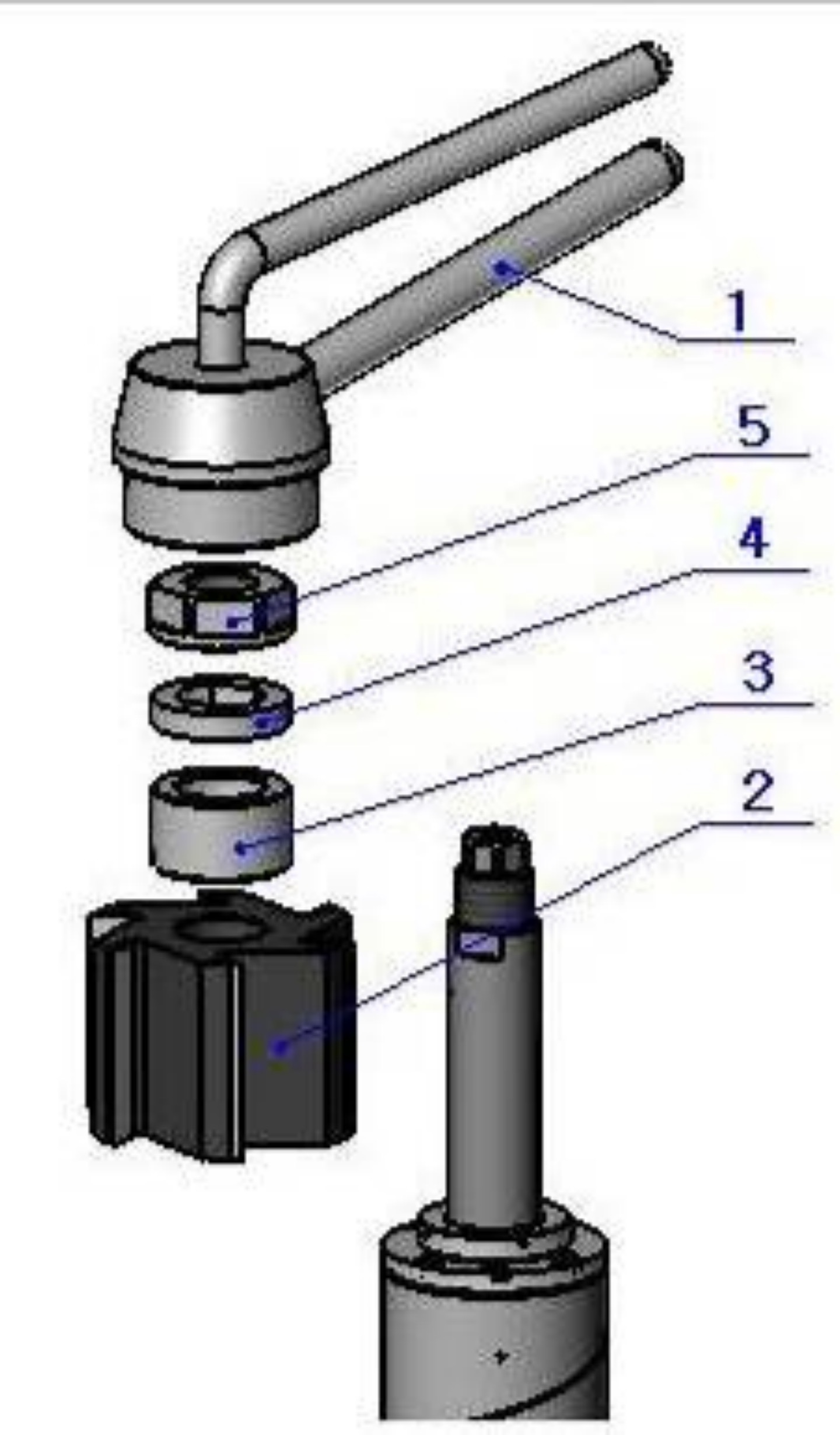
حدد الخلوص الخشن بين الشفرة وكتف المغزل وفقًا لمتطلبات العمل. وتحديد كمية وسمك الحلقات 1 بين النصل والكتف المغزل والخواتم 1 في خارج النصل. قم بتنظيف سطح التزاوج للأدوات والمغازل. تطبيق الزيت على الحلقات, حلقات السلامة والمكسرات المغزل. تثبيت الحلقات 1 بين كتف النصل والغزلان, لوحة التثبيت 2, شفرة 3, لوحة التثبيت 2, الخواتم 1 في خارج النصل, حلقة السلامة 4 والغزل الجوز 5 بدوره. تشديد الجوز المغزل 5 من خلال مفتاح الجمع الخاص وتأكد من أنه لا يمكن تخفيفه من تلقاء نفسه. قم بتدوير المغزل باليد وتأكد من تشغيله بحرية. قم بإجراء مزيد من المواقع الدقيقة بواسطة جهاز التعديل المحوري للمغزل أثناء ضبط المغزل. ملحوظة: تأكد من أن أسنان النصل في اتجاه التصحيح. أثناء تطبيق شفرات المنشار, يجب على المشغلين متابعة احتياطات السلامة بدقة لإضافة أجهزة السلامة.
 3. تركيب القاطع الشحمي
3. تركيب القاطع الشحمي
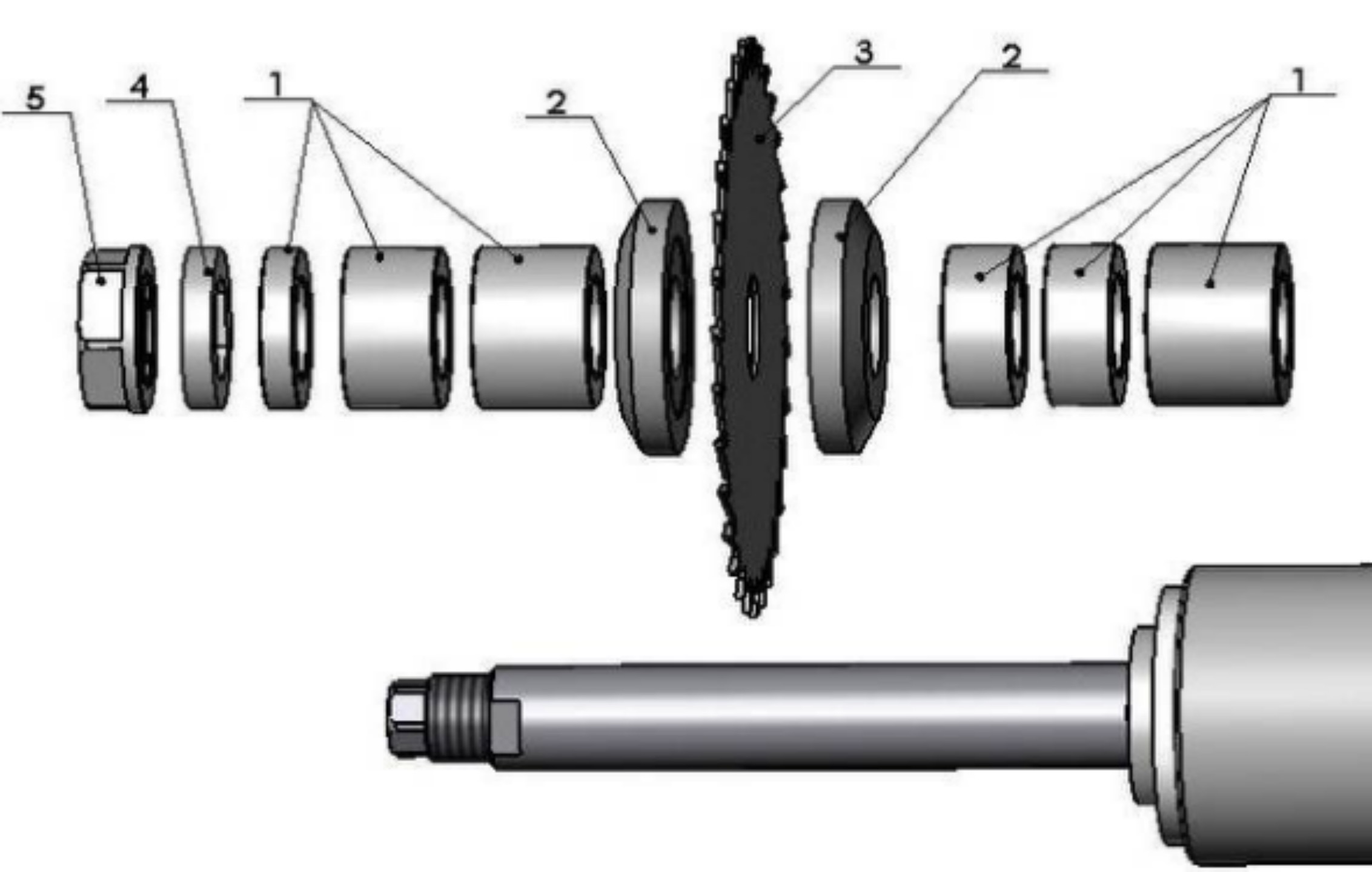
يتم تثبيت Cutter1 Slotting على المغزل السفلي الأول لإنتاج طائرة مرجعية من الأسفل على الجانب الأيمن من قطعة العمل. يتم تشديده بواسطة قاطع التخطيط 2 في الاتجاه المحوري. خطوات التثبيت: قم بتثبيت قاطع الفتحة, تخطيط القاطع, جرس, حلقة السلامة وجوز المغزل بدوره, وشد الجوز المغزل مع مفتاح الجمع الخاص, بحيث لا يخفف بنفسه. ثم اقلب المغزل باليد وتأكد من تشغيله بحرية.
 4. تركيب الأدوات الهيدروليكية
4. تركيب الأدوات الهيدروليكية
يمكن أن تحسن الأدوات الهيدروليكية بشكل كبير من استقرار تشغيل مغزل الأداة, ضمان أفضل سطح الخشب المكشوف.
يوصى بأن المغزل العمودي L/R, الخلفية العليا المغزل, يجب أن تستخدم المغزل السفلي الثاني والثالث قواطع الهيدروليكية. وهذا الماكينة جميع المغزل الأفقي مجهز بدعم المحمل الخارجي.
ملحوظة: عند تثبيت القاطع, يجب أولاً إزالة جهاز دعم المحمل الخارجي.
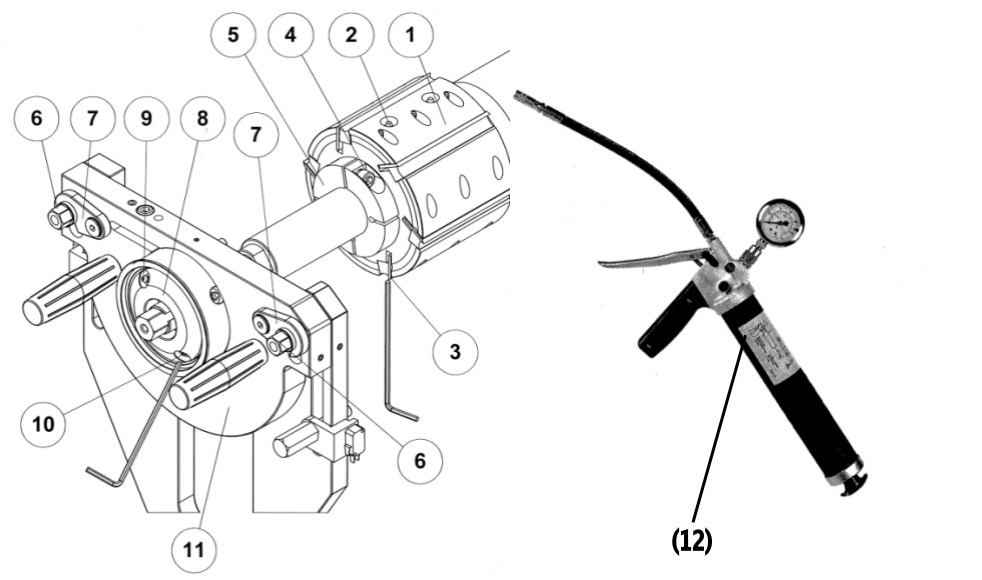
4.1 تفكيك الأدوات الهيدروليكية
1. قم بفك برغي تخفيف الضغط (10) على المحمل الخارجي (8) حتى يتسرب النفط, ثم retighten.
2. قم بفك المكسرات (6), فتح اللوحتين الملحوتين (7), ثم اسحب لوحة مقعد الحامل عبر المقابض على اللوحة (11) بكلتا يديه.
3. قم بفك المسمار السداسي (4) على حلقة السلامة (5), ثم قم بفكها وإزالة حلقة السلامة (انتبه إلى موضع تثبيت حلقة السلامة).
4. قم بفك برغي تخفيف الضغط (3) على القاطع الهيدروليكي (1) حتى يتسرب النفط ثم يعود.
5. استخدم حامل الأداة لإزالة الأداة.
4.2 تركيب الأدوات الهيدروليكية
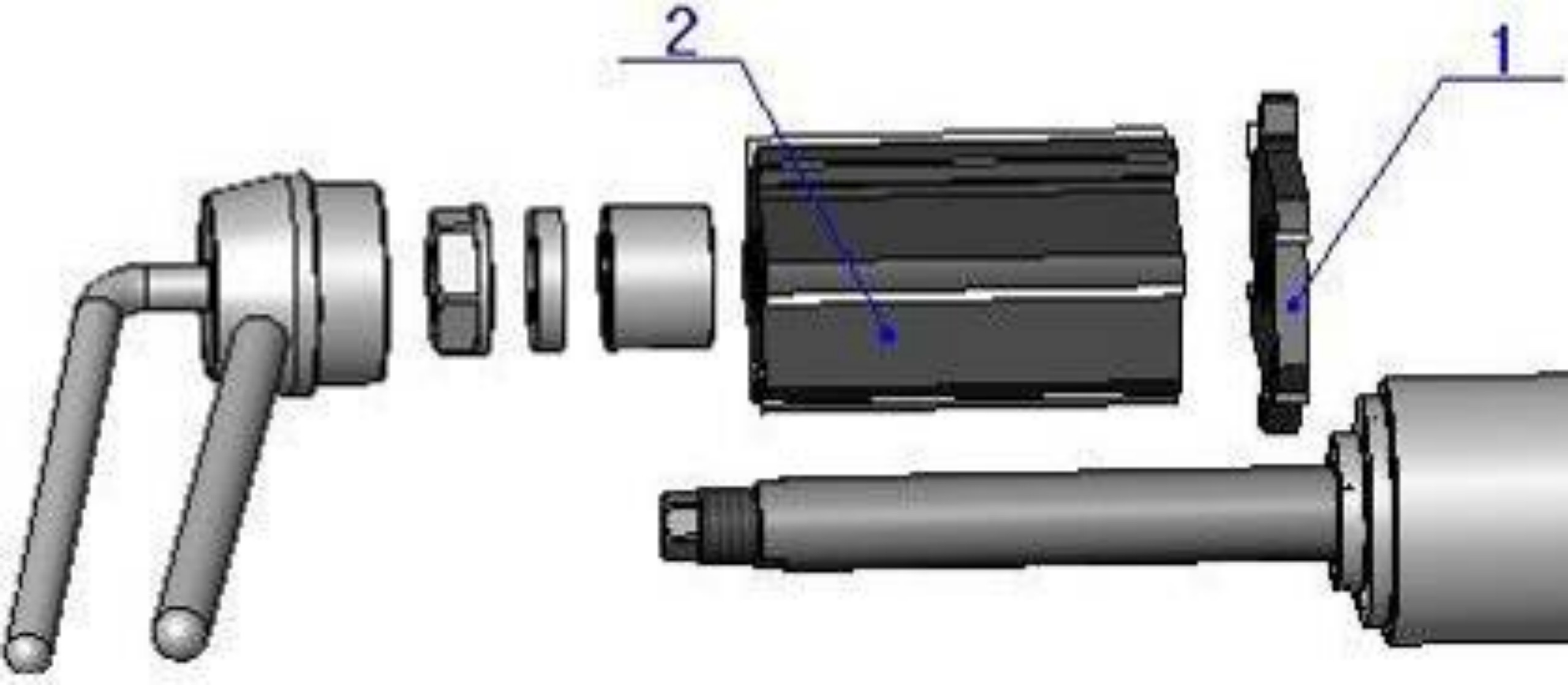
1. تثبيت القاطع(1) على المغزل وادفعه إلى كتف المغزل.
2. اقلب حلقة السلامة(5) في مكانه, وإدراج في الدبوس لمنع القاطع من الدوران; واحتفظ بفجوة صغيرة بين القاطع وحلقة السلامة.
3. تشديد المسمار التشديد(4) على حلقة السلامة.
4. أدخل وتأمين فوهة الضغط (2) على القاطع بمسدس الزيت عالي الضغط (12), لتطبيق ضغط 300bar على القاطع. بعد ذلك, حرر ضغط بندقية الزيت وأزل بندقية الزيت.
ملحوظة: يجب أن تحافظ وحدة دعم المحمل الخارجي الهيدروليكي على الضغط فوق 200 بت في عملية العمل. وملء الضغط في الوقت المناسب عندما يتم تقليل الضغط الهيدروليكي.
4.3 تركيب وحدة دعم المحمل الخارجي
1. تثبيت لوحة دعم المحمل الخارجي(11) وقفل اللوحات الملحة(7), ثم تشديد اثنين من المكسرات(6).
2. عندما تتحرك مغزل القاطع للخلف إلى موضع الحد على طول الاتجاه المحوري, أيضا المحمل الخارجي (8) يتم دفعها نحو قاطع المغزل إلى الوضع المناسب, بحيث يمكن استخدام نطاق السفر المحوري بأكمله في مغزل القاطع.
3. أدخل وتأمين فوهة الضغط (9) على المحمل الخارجي(8) بمسدس الزيت عالي الضغط (12), لتطبيق ضغط 300bar على المحمل الخارجي. بعد ذلك, حرر ضغط بندقية الزيت وأزل بندقية الزيت.
استخدم نفس الطريقة لتثبيت القواطع الهيدروليكية على المغزل الرأسي الأيسر والأيسر, لكن مغزل القاطع العمودي ليس له دعم محمل خارجي.
ملحوظة: يجب أن يكون المحمل الخارجي قادرًا على الانزلاق بحرية في الاتجاه المحوري عندما يتحرك المغزل القاطع في الاتجاه المحوري. عندما يكون المحمل الخارجي مغلقًا هيدروليكيًا, لا يمكن نقل مغزل القاطع في الاتجاه المحوري مرة أخرى.
ملحوظة: يجب تشديد القاطع الهيدروليكي عن طريق تطبيق ضغط 300bar على الأكمام الهيدروليكية داخل القاطع. لا يُسمح بتشديد القاطع من خلال حلقة السلامة.
5. تعديل
بعد التعرف على نظام التحكم, طريقة التشغيل وطريقة تثبيت القاطع للجهاز, يمكن تعديل الجهاز والتكليف. أولاً, افتح الغطاء الرئيسي للجهاز وضبط وضع التشغيل على “يُسلِّم” الوضع على HMI. (انظر دليل العملية)
ملحوظة: من أجل السلامة, يجب إيقاف تشغيل القوة الواردة للجهاز قبل التجميع أو تفكيك أداة القاطع.
5.1 تعديل الدُفعات
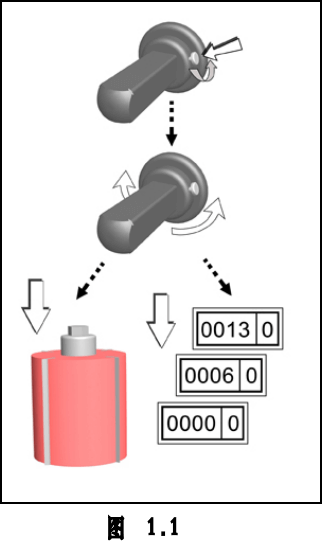
5.1.1 عداد(مؤشر الموقف) تصحيح
بعد التثبيت, قم بتغيير الأداة أو ضبط مغزل القطع, تحتاج إلى إعادة التحقق من قيمة عرض العداد.
طرق التكيف على النحو التالي:
1. قم بفك المسمار من حلقة الضبط.
2. اقلب حلقة الضبط لجعل الرقم يفي بالقيمة المطلوبة.
3. ثم شد المسمار مرة أخرى.
ملحوظة: يجب أن يكون اتجاه الدوران النهائي لخاتم الضبط هو نفسه مثل قضيب ضبط مغزل القاطع.
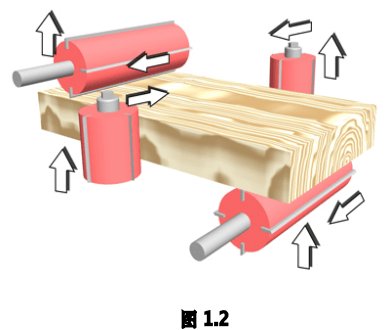
5.1.2 التعديل الأساسي لمغزل القاطع
كل مغزل 4 يمكن تحريك المتناسق من جانبها لأعلى ولأسفل, إلى الأمام والخلف. عند ضبط, قم أولاً بإطلاق مقبض القفل المقابل لاتجاه التعديل, ثم ضبط. بعد التعديل في مكانها, إعادة تضييق مقبض القفل.
من أجل مسح فجوة المغزل القاطع, بغض النظر عن ضبط مغزل القاطع للتحرك لأعلى ولأسفل, أو للتنقل ذهابًا وإيابًا, يجب أن يكون اتجاه الدوران النهائي لقضيب ضبط مغزل القاطع هو أن صنع مغزل القاطع قريبًا من قطعة العمل.

ورشة عمل
خمسة أطنان من الفرن الكهربائي العاكس يصب الحديد المنصهر

صب الآلة
لقطة واحدة لورشة العمل, إنها تصنع صب الآلة.

صب الآلة
لقطة واحدة لورشة العمل, إنها تصنع صب الآلة.
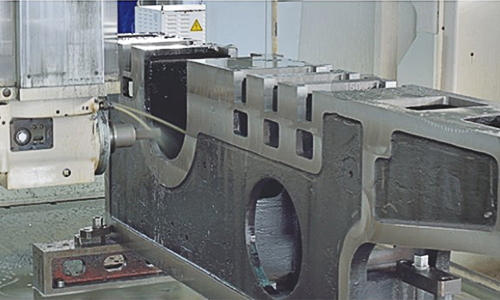
جسم آلة الصب
تتم معالجة جسم آلة الصب في مركز Okuma Five Gantry Machining Center.

القياس ثلاثي الإحداثيات
آلة قياس Mitutoyo ثلاثية التنسيق هي أجزاء آلة الاختبار
مجلة أداة FMS
خط الإنتاج المرن FMS لديه 70 محطات العمل مع الآلاف من الأدوات.

Okuma خمسة جوانب القنوات
مركز آلات Okuma المكون من خمسة جوانب هو جسم آلة المعالجة.

مركز الآلات OKK
العلامة التجارية اليابانية العلامة التجارية OKK كبيرة المركز المعالجة.

خط إنتاج مرن
يعمل مركز المعالجة الأفقي المرن Mazak FMS.

جسم آلة الصب
4 يوجد لدى مستودع من جانبها جسم ماكينة حديدية ثقيلة من قطعة واحدة. إنه معالجة بالحرارة بشكل خاص لتحقيق أقصى استقرار وصلابة من خلال التكوين القياسي.

سيمنز الكهربائية
ملكنا 4 إن المتناسق المتطرف من جانب Sieder يستخدم Siemens و Schneider الكهربائي والأجهزة تأكد من أن الجهاز كله يعمل بشكل جيد بأداء مناسب

أسطوانة Airtac
يمكن بسهولة وضع الضغط الهوائي لأدمغة التغذية لتوفير تأثير التغذية المتميز لنا 4 سايد ملاط.

حاوية السلامة
تُعد حاوية السلامة المعزولة الصوتية الصلب الكاملة المقياس بمثابة حارس رقاقة وتساعد 4 تم تهويف المسطح الجانبي لتقليل الضوضاء ولديه إضاءة خالية من الإضاءة.

دقة عالية
جميع المغزل مبني على الدقة ومعالجة حرارة خاصة لتوفيرها 4 سوي على الوجهين أقصى استقرار القطع والدقة الدائمة.

علبة التروس الثقيلة
بكرات التغذية 4 يتم قيادة المسوي الوجه من خلال مزيج من مهاوي عالمية ثقيلة إضافية وصندوق التروس, تأكد من عدم وجود فقدان في انتقال الطاقة. يتم ضمان تأثير التغذية السلس.

التغذية المتميزة
ملكنا 4 يوجد لدى Swide Planer Moulder بكرات ذات طاقة أعلى وأسفل أكثر من معظم المتنافسين من المنافسين الأربعة. وهذا سبب مهم لأداء التغذية المتميز.

سمعت كروم
إن طاولة التغذية المصنوعة من الحديد الزهر بأكملها يتم معالجتها بالحرارة لتحقيق أقصى قدر من الاستقرار. طاولة في التغذية & تعديل السياج 4 يتم إنجاز Swide Moulder بسرعة عن طريق الرافعات السريعة.